ТЕОРИЯ ГИБКИ ТЕРМОПЛАСТОВ
Кратко
Греем обрезки материала или бракованные детали на станке, смотрим, как материал ведет себя после нагрева и гибки. Если что-то не так - изменяем температуру прогрева, время прогрева или зазор между материалом и струной. Греем новую загототовку и снова пробуем сгибать. Главное - не должно быть пузырений, обугливаний, оплавлений материала и т.п. Вся процедура - не больше получаса.
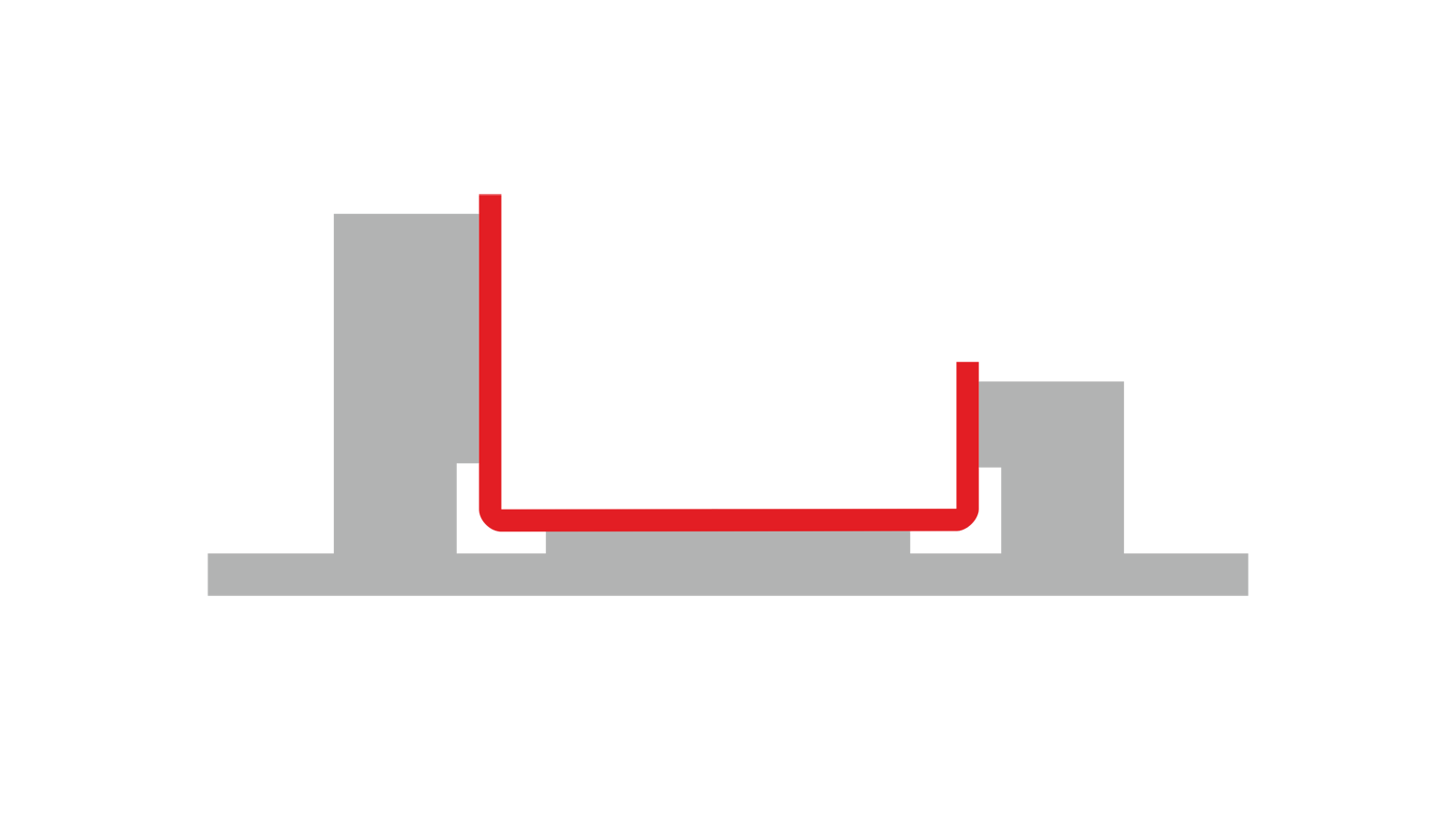
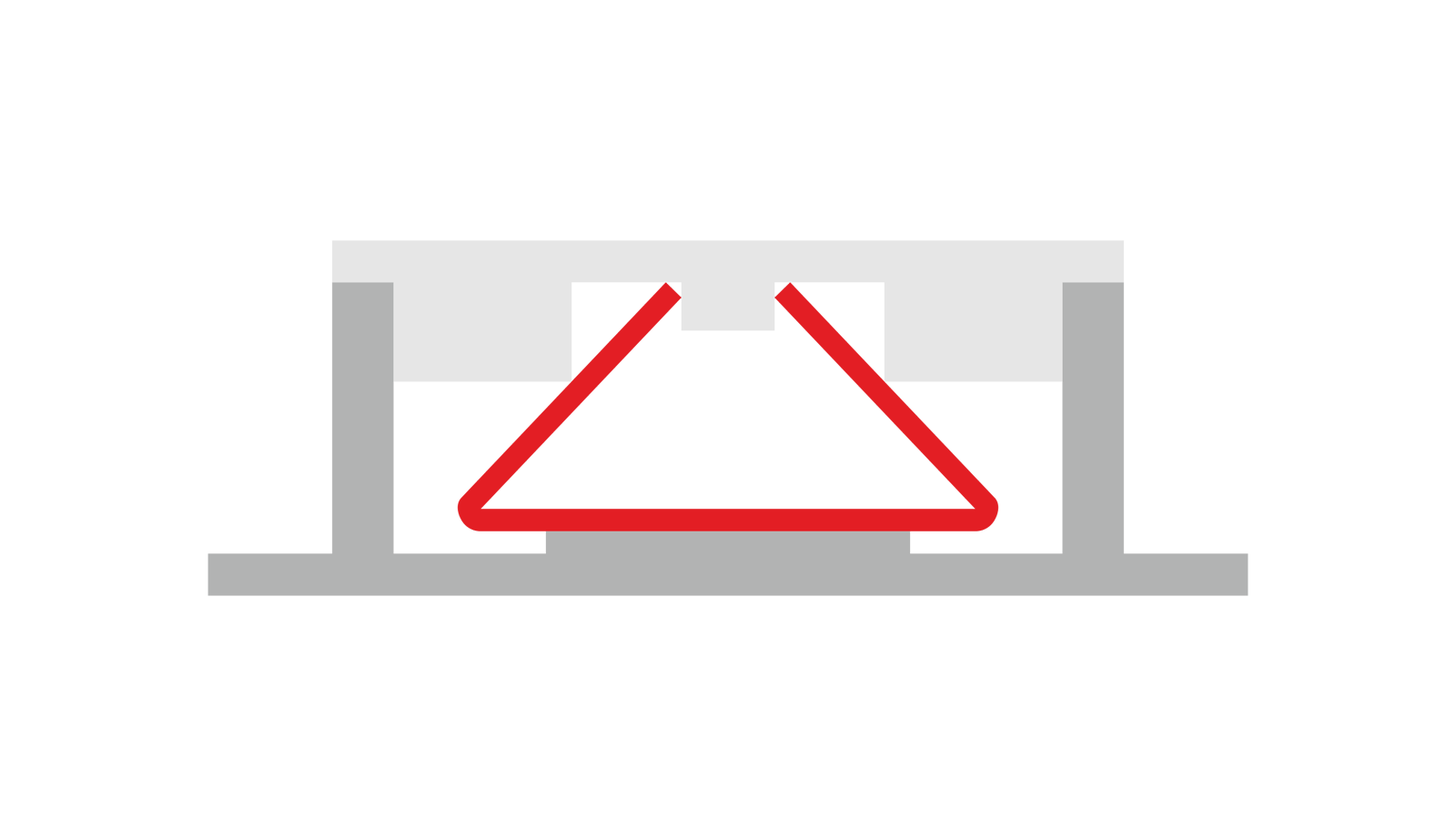
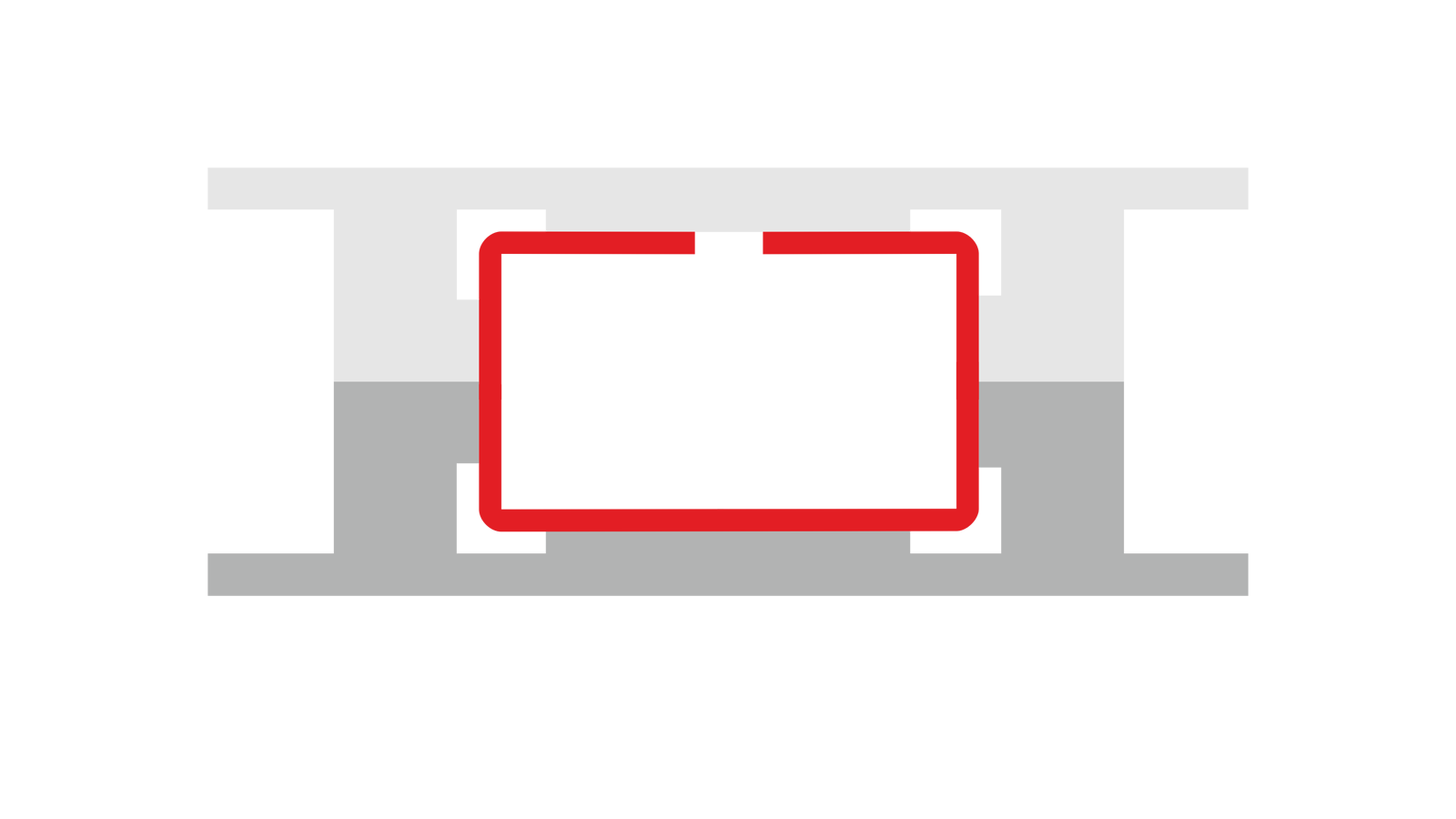
Ширина зоны прогрева материала и направление гибки значительно влияет на внешний вид готового изделия. Оптимальной считается ширина около трех толщин листа. Корректируя ширину зоны прогрева можно получить различные результаты, показанные на фото выше. Гибка, обычно, производится горячей стороной материала на внешнюю сторону угла сгиба. Однако, горячей стороной можно сгибать и во внутрь. При этом на внутренней поверхности сгиба может появится валик из смятого материала. Если ширина зоны прогрева оптимальна - направление гибки не принципиально и валик не образуется.
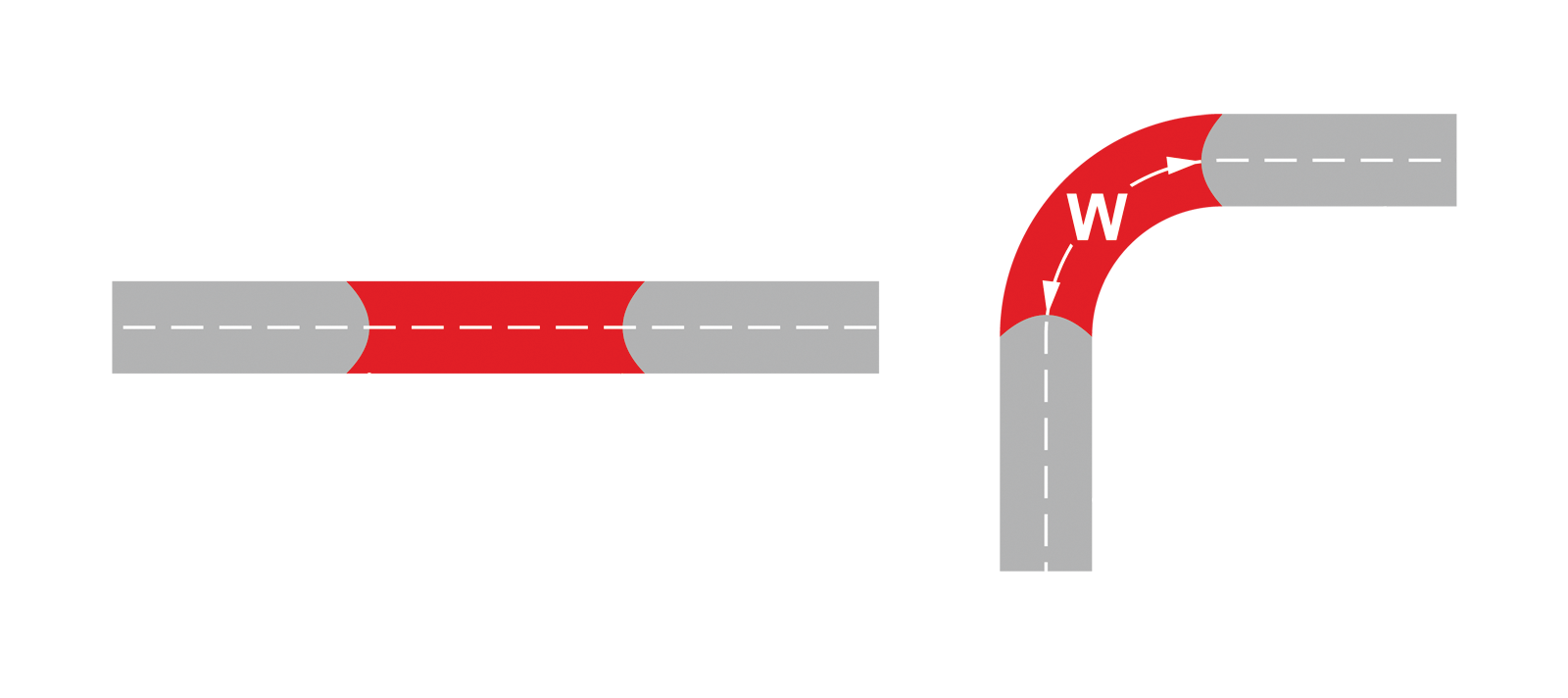
Примерный расчет оптимальной ширины зоны прогрева:
Гибка 90° W = 2 x R + t
Гибка 180° W = 4 x R + 2 x t
W - ширина прогреваемой зоны, R - внутренний радиус будущего гиба, t - толщина материала заготовки.
Литой акрил обладает памятью и способен возвращаться в исходное положение при повторном нагревании. Для экструдированного акрила возврат возможен только в случае, если материал не подвергался растяжению. Литой акрил легко переносит неоднородность нагрева в 10 - 15°С. Перегретое литое оргстекло не растрескивается и не разрывается при деформации. В случае с экструдированным, разница в температуре нагрева может привести к возникновению значительных напряжений в материале.
Защитную плёнку перед нагреванием лучше удалить с литого пластика - при нагреве она может прилипнуть к пластику, удалить её будет сложно. С экструдированного пластика пленку удалять не обязательно.
Оргстекло и акрил имеют свойство впитывать влагу. Поэтому, перед гибкой желательно провести горячую сушку. Особенно, если материал хранился во влажном помещении или на улице. Это позволит избежать образования пузырьков в готовом изделии.
Односторонний прогрев применяется для материалов толщиной до 5 мм. При большей толщине применяется 2х-стороний прогрев. Для гибки толстых пластиков, так же, можно применить следующую методику: после разогрева одной стороны, деталь переворачивается, и дополнительно прогревается со второй стороны. Затем снова прогревается первая, затем вторая сторона... И так до размягчения материала. При этом сторона детали, разогретая последней, должна быть на внешней стороне согнутого угла.
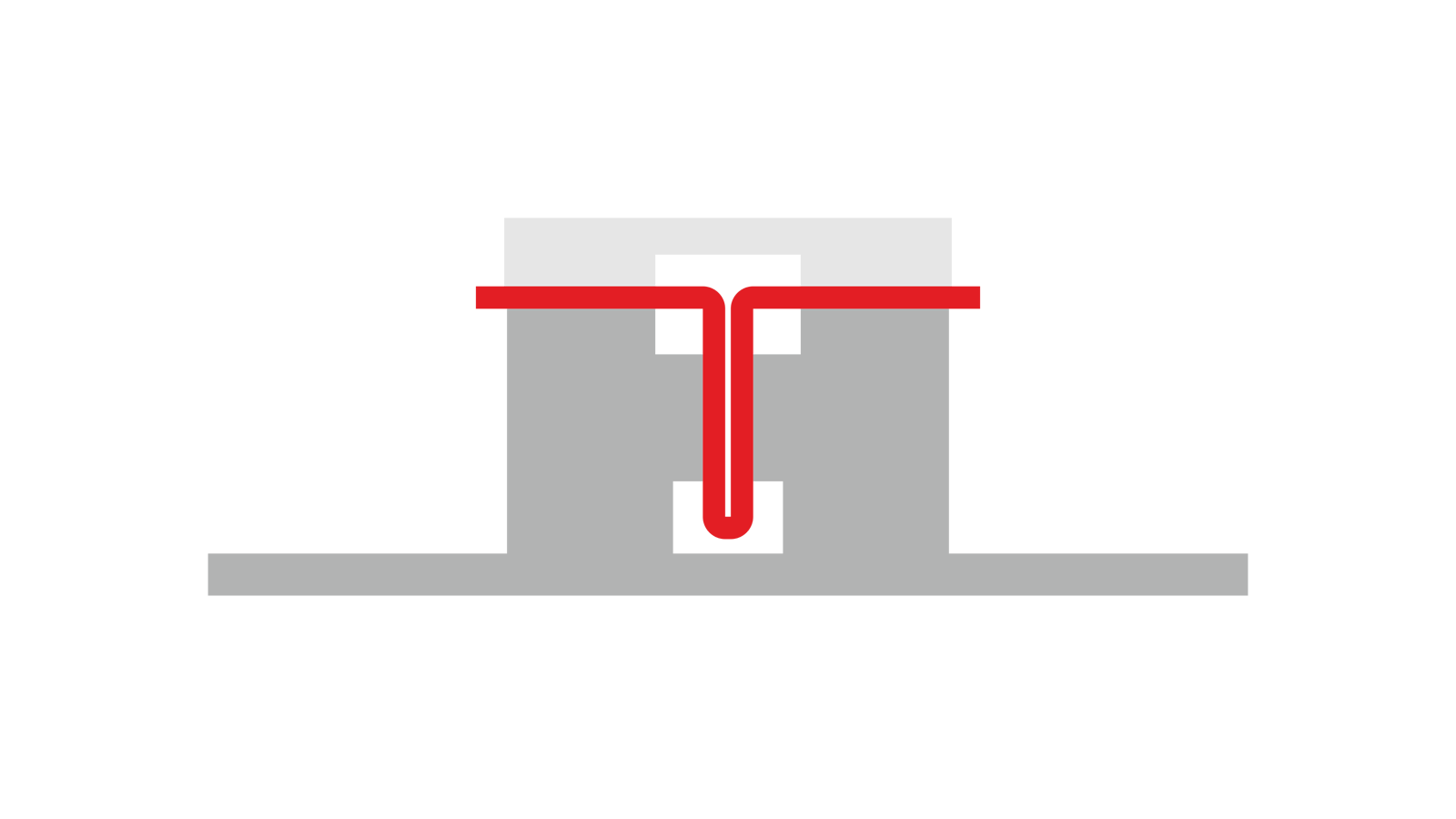
Если позволяет дизайн или конструкция изделия, вдоль будущего гиба толстого пластика можно сделать фрезерованый V-образный паз на 1/2 толщины. За счет этого внешний радиус угла сгиба и время прогрева уменьшатся. При этом значительно сократятся внутренние напряжения внутри пластика. Техника гибки с V-образным пазом прекрасно работает и на тонких материалах толщиной 1-5 мм.
Чтобы избежать возникновения внутреннего напряжения, охлаждение должно быть как можно более продолжительным и равномерным. Для наилучшего результата изделию необходимо дать остыть до температуры 60 - 70°С. На практике время остывания составляет 2/3 - 3/4 от времени нагрева. Так же, хороших результатов в соблюдении геометрии и повторяемости размеров изделия помогают добиться различные кондукторы.
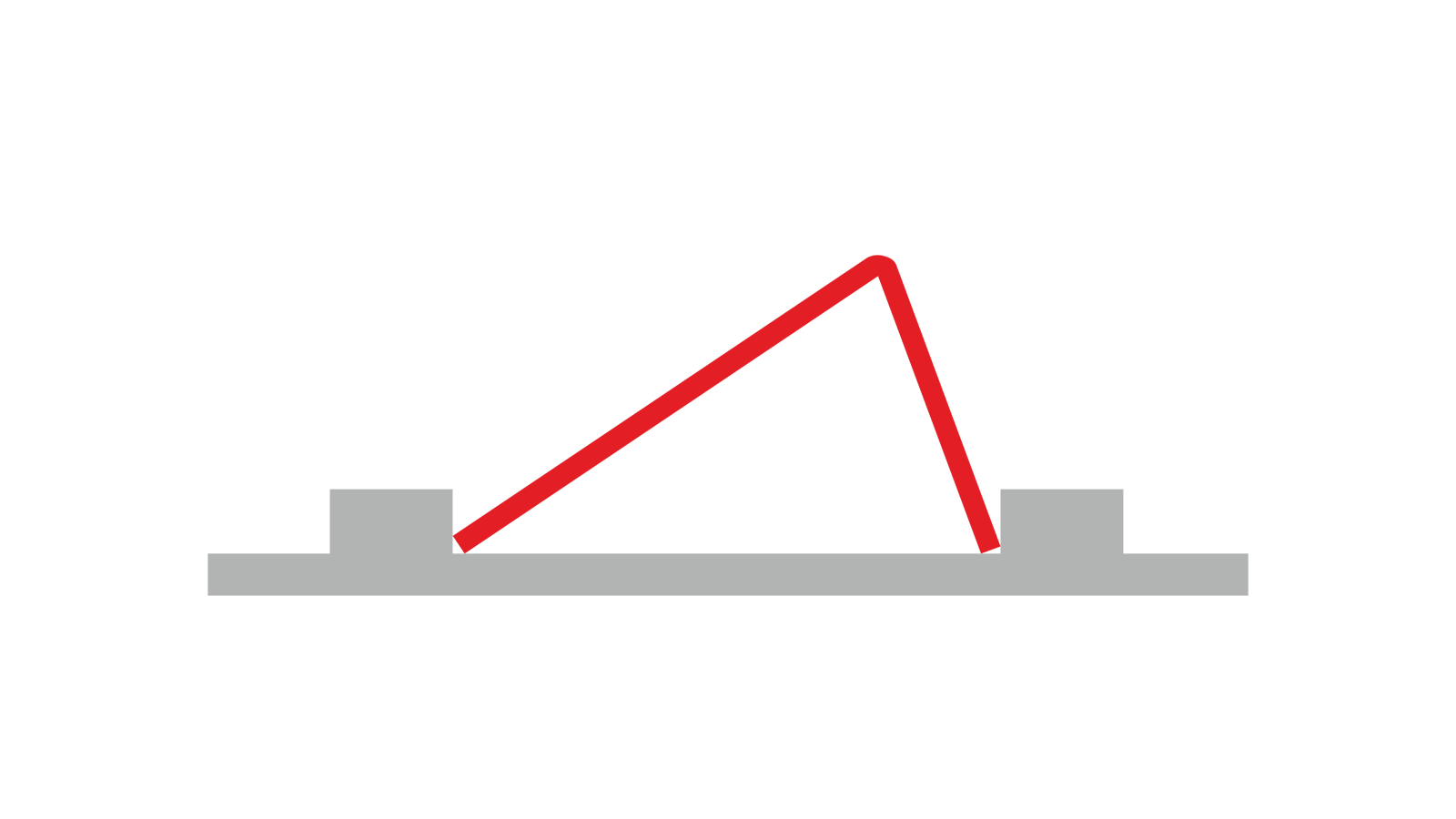
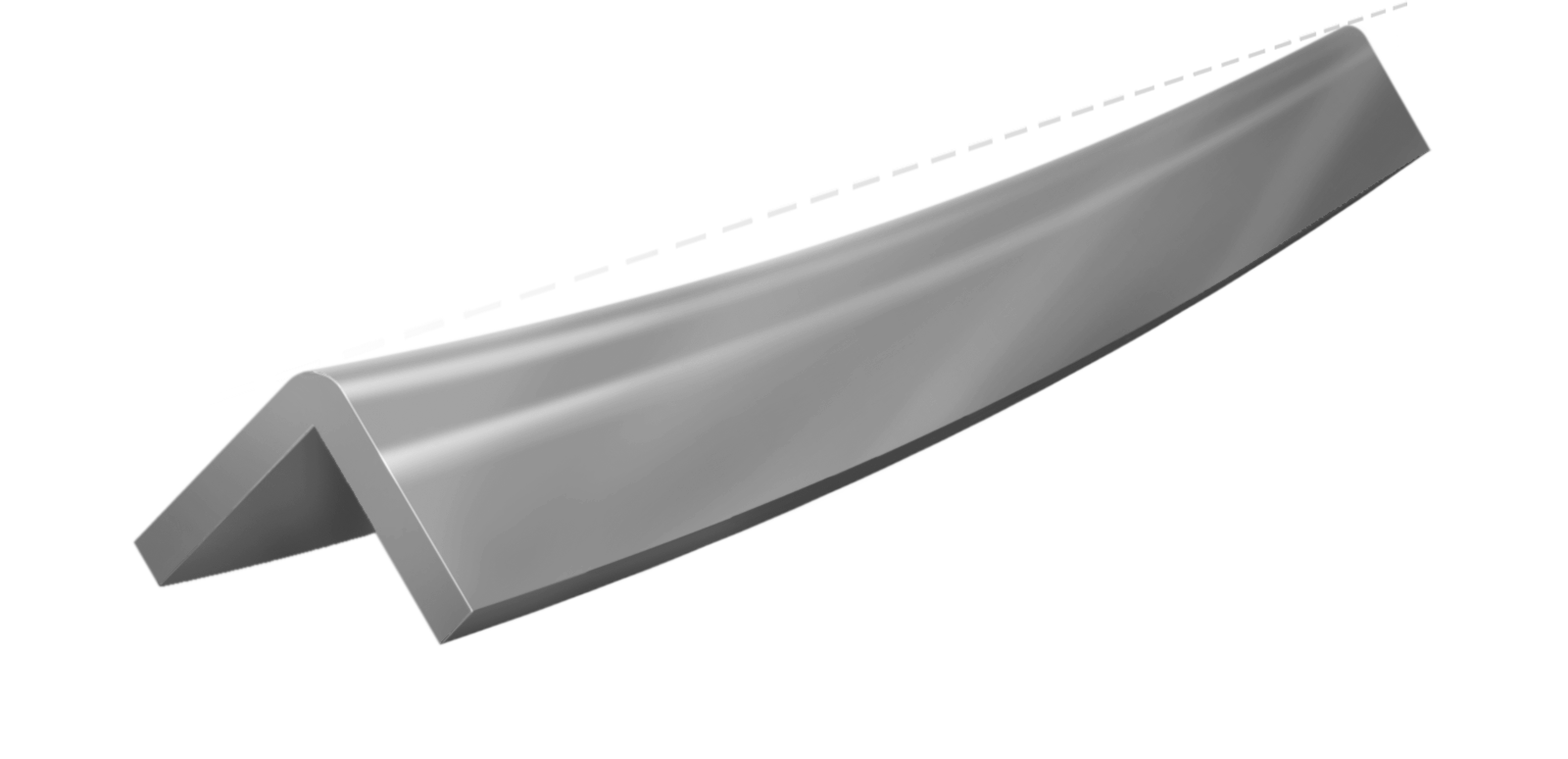
Проблема «сабельного эффекта»
Если линия гибки расположена близко к краю заготовки или два и более гибов производятся близко друг к другу, после остывания изделие может выгнуться дугой - «саблей». Это происходит по ряду причин. Разогреваясь вдоль струны, зона прогрева расширяется. Остывая после гибки, зона прогрева обратно уменьшается. При сгибании происходит поперечное растяжение на внешней стороне и сжатие на внутренней стороне гиба. Все эти процессы вызывют неоднородные температурные деформации внутри пластика. Появляются напряжения относительно «нетронутой» части заготовки.
При больших расстояниях от линии сгиба до края заготовки или между гибами, согнутая деталь получает достаточно крепкие ребра жесткости. Возникающие напряжения не создают видимого искажения геометрии. Узкие ребра с напряжениями не справляются, и «сабельный эффект» проявляется. Больше всего проблема возникает на изделиях из экструдированных пластиков. Литые пластики ведут себя более стабильно.
Варианты решения:
- Использовать дизайн и конструкцию изделия с достаточными расстояниями между гибами и до края заготовки. Эффективно, но далеко не всегда применимо.
- Работать с заготовками, предварительно разогретыми до температуры чуть ниже температуры эластичности материала. Получаем минимальные различия между температурными расширениями линии сгиба и остальной частью заготовки. Внутренние напряжения сводятся к минимуму. Наиболее эффективный метод, но требуются дополнительные затраты на оборудование для предварительного разогрева заготовок, увеличивается время производства.
- Отжигать уже согнутые изделия при температуре чуть ниже температуры эластичности материала. В результате выравниваются температурные расширения, внутренние напряжения снимаются. Применимо, но есть вероятность потерять геометрию уже согнутых изделий. Метод работает только с литыми пластиками. Требуется дополнительное оборудование, увеличивается время производства.
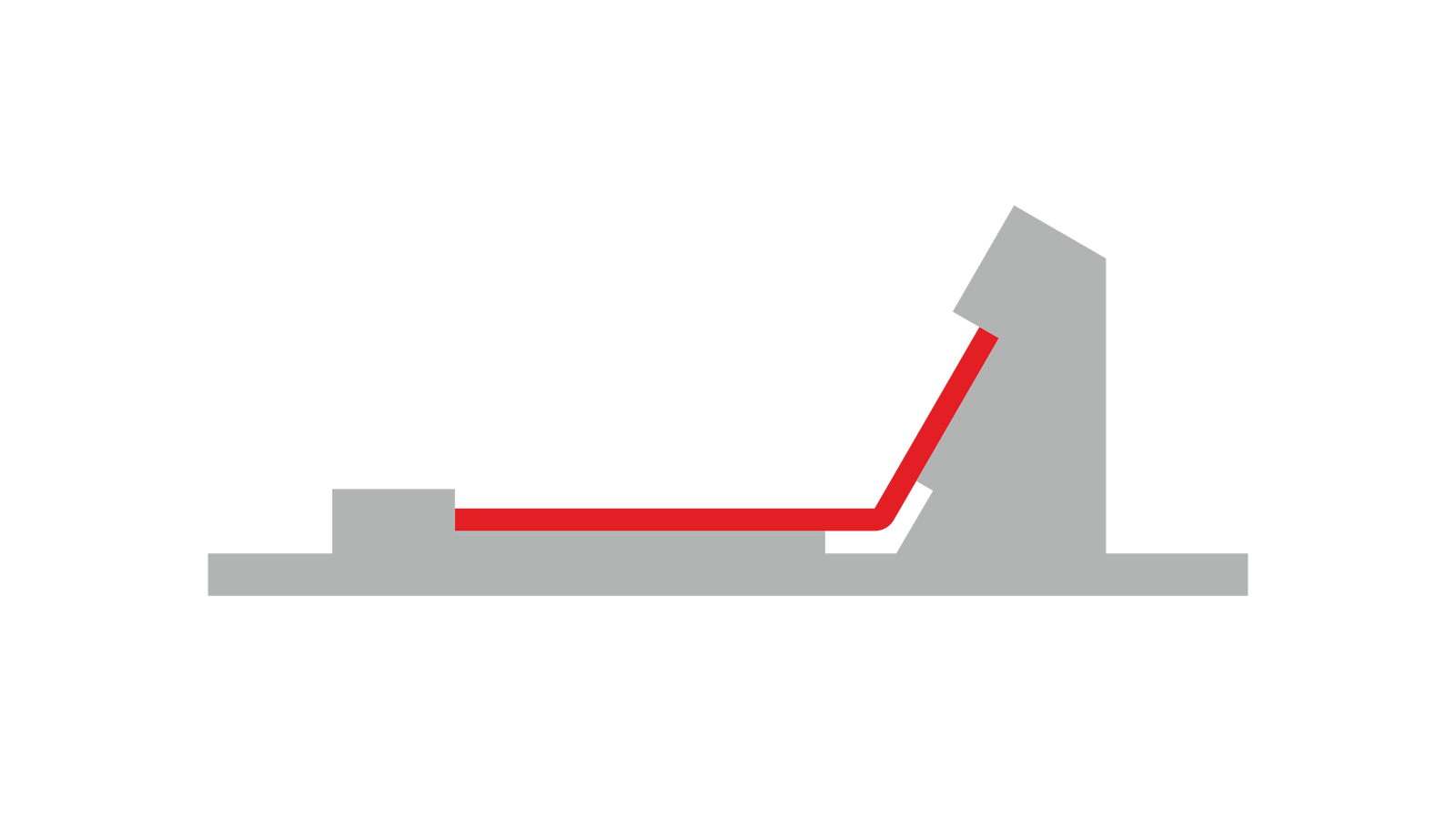
- Использовать кондукторы с заведомо искаженной формой, выгнутой в противоположную сторону возникающему изгибу. Вариант рабочий, но не всегда применимый.
- По линиям будущих гибов делать фрезерованный V-образный паз на 1/2 толщины пластика. Это уменьшит возникающие силы напряжения и избавит от проблемы. Метод прекрасно работает, но не всегда согласуется с дизайном или конструкцией изделия.
Характеристики популярных термопластов
Литой акрил (PMMA)
Нагревательные элементы - все типы. Предварительная сушка - не требуется.
Эластичность 120 - 200°С. Пластичность 200 - 205°С.
Экструдированный акрил (PMMA)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Края заготовки могут растягиваться и разбухать, ухудшая внешний вид изделия. При контактном методе прогрева нагревательные элементы могут оставлять следы в местах соприкосновения с заготовкой.
Эластичность 120 - 140°С. Пластичность 140 - 215°С
АБС (AcrylonitrileButadieneStyrene)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Температура формовки имеет достаточно низкий порог, а время прогрева очень небольшое.
Эластичность 100 - 130°С. Пластичность 130 - 160°С.
ПЭТГ (Polyethylene Terephthalate Glycol)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Имеет небольшое температурное окно эластичности, при этом PETG легко гнется с хорошим эстетическим результатом.
Эластичность 80 - 120°С. Пластичность 120 - 170°С.
Поликарбонат (PC)
Нагревательные элементы - горячая струна. Требуется предварительная сушка. 2х-сторонний прогрев требуется для толщин, больше 3 мм. Края детали при нагреве могут оплавляться.
Эластичность 180 - 190°С. Пластичность 190 - 230°С.
Полистирол (PS)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Очень маленькое температурное окно эластичности требует осторожности при прогреве и усложняет процесс гибки. Однако гнется материал достаточно легко.
Эластичность 95 - 100°С. Пластичность 100 - 150°С.
ПВХ (Poly Vinyl Chloride)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Гибкая натура материала делает его защищенным от температурных стрессов.
Эластичность 95 - 160°С. Пластичность 160 - 170°С.
Полипропилен (PP)
Нагревательные элементы - горячая струна. Предварительная сушка - не требуется. Материал имеет особенные свойства. При прогреве не на всю толщину, оставив примерно 1 мм. не прогретым, можно получить очень хороший результат. Сгибание должно быть обратным, т.е. горячей стороной внутрь. При этом на внутренней поверхности сгиба
появится валик из расплавленного материала, работающий как сварка. Так же можно сделать вдоль линии сгиба V-образный паз. После нагрева и сгибания стенки паза сварятся вместе. В этом случае важен равномерный прогрев вдоль всего паза.
Эластичность 165 - 175°С. Пластичность 175 - 215°С.
Полиэтилен (PE)
Нагревательные элементы - горячая струна. Предварительная сушка - не требуется. Гибка происходит легко, однако контактная гибка дает следы от нагревательных элементов.
Эластичность 100 - 110°С. Пластичность 110 - 205°С.









 +7 909 1332160
+7 909 1332160
 +7 8332 227820
+7 8332 227820
 mail@termodesigner.ru
mail@termodesigner.ru